 English
English Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик


Produkter
- Stor husholdningsform
- Små husholdningsapparater Mold
- Plast husholdningsdeler Mold
- Form for medisinsk utstyr av plast
- Plast Kontorfasiliteter Mold
- Plast bildeler Mold
- Plast motorsykkel deler mold
- Dyreprodukter Mold
- Stol plastform
- Plast industrielle deler Mold
- Injeksjonsform for plastkasse
- Plast Kid Products Mold
- Plast tynnvegg form
- PET Preform Og Cap Mold
- Plast rørkoblingsform
- Plastprodukter
- Andre former






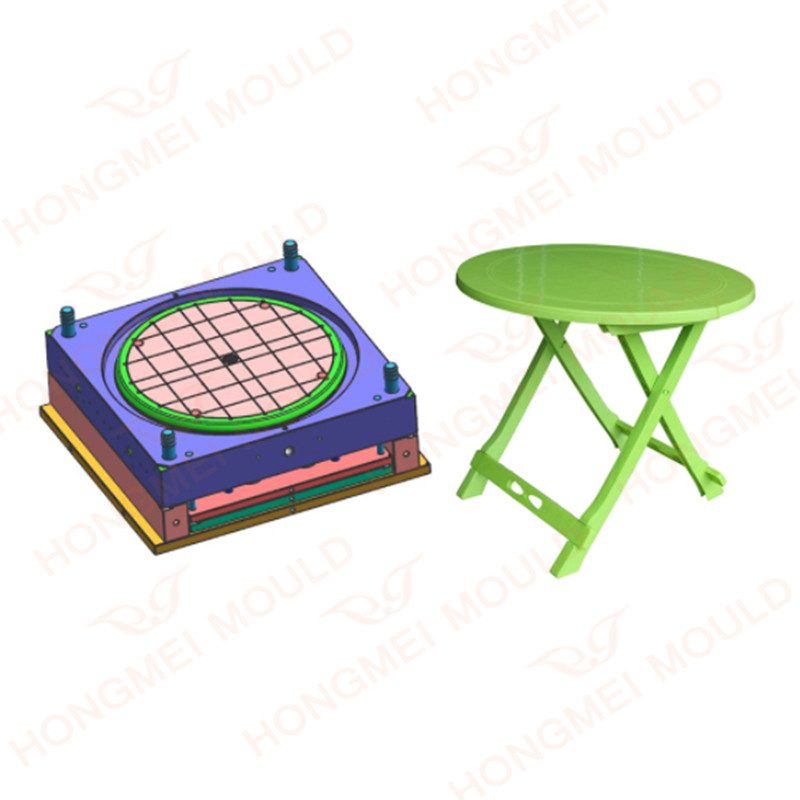
Rund hage Plast bordform
Som den profesjonelle produksjonen ønsker vi å gi deg høykvalitets rund hage plastbordform. Og vi vil tilby deg den beste ettersalgsservicen og rettidig levering. Plastinnsprøytningsbordform har 3 sett med form, bordben, bordbendeksel og bordplate,Rund hage Plastbordform vi bruker varmløper og 718 formstål for å produsere .
Send forespørsel
produktbeskrivelse
Som den profesjonelle produksjonen ønsker vi å gi deg høykvalitets rund hage plastbordform. Og vi vil tilby deg den beste ettersalgsservicen og rettidig levering.
Rund hage Plast bordform funksjon
Råvare: PP
Stålform: 718
Formbunn: 45#
Runner: hot runner stor port
Utkast: stripper
Mugglevetid: 500 000 skudd
Leveringsdato: 75 virkedager
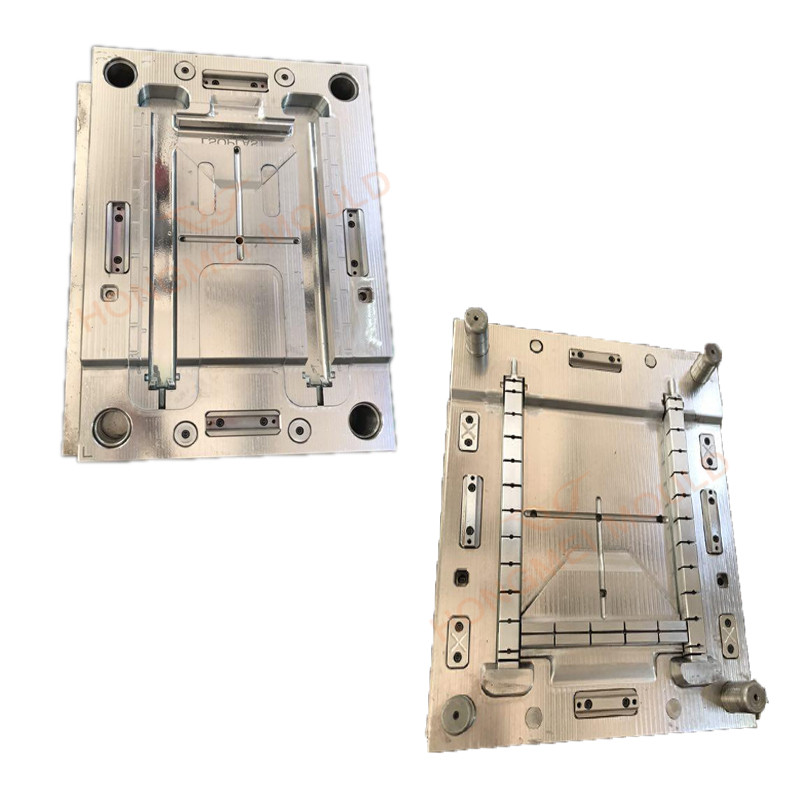
Prosessen til vårt Hongmei-selskap som lager denne formen
Hongmei Mold vil velge det best egnede stålet for å lage former i henhold til produktene dine, vanligvis forRund hage Plast bordform, vil vårt firma anbefale 718 stål med en garantiformlevetid på 500 000 skudd. Før formdesign vil vi analysere produktet for å sjekke om det kan flyte balanse. For benform må den bruke en oljesylinder for å flytte kjernedelen fordi benproduktet inni er hult. Med presisjonsverktøyutstyr og streng dimensjonskontroll er testprøvenes utseende og beslag bra etter formtesting, og vi kan sende formen til deg på kort tid. Vårt firma tar hensyn til utformingen av løpesystemet og kjølesystemet, vi bruker et godt hot runner-merke som har gode tilbakemeldinger fra våre kunder, hot runner-systemet vil oppføre seg godt fylling. Dessuten vil våre kjølelinjer utformes nær produktstøpeposisjonen for å oppnå den største kjøleeffekten. Vi skal designeRund hage Plast bordformfor å passe med maskinparameteren din. Og hvis du ikke kan åpne 3D-formdesign, har vi vår formrapport, du kan se formrapporten vår for å sjekke formstørrelsen, kjølelinjediameteren, etc.
Designprinsippet for rundbordsform av plast
1. Designgrunnlag
* Nøyaktigheten av dimensjon og dens relative dimensjon
I henhold til de spesifikke kravene og funksjonene til hele produktet av plastprodukter for å bestemme dens ytre kvalitet og spesifikk størrelse tilhører hvilken type: utseendekvalitetskravene er høyere, kravene til størrelsenøyaktighet er lavere plastprodukter, for eksempel leker; Funksjonelle plastprodukter, strenge krav til størrelse; Plastprodukter, som kameraer, som er strengt påkrevd i utseende og størrelse.
* Om stripperhellingen er rimelig
Avformingshelling er direkte relatert til avstøping og kvalitet på plastprodukter, det vil si injeksjonsprosessen, om injeksjonen kan utføres jevnt; avformingshellingen er nok; skråning til plastprodukter i støpingen av skille- eller skilleflaten; om det vil påvirke nøyaktigheten av utseende og veggtykkelsesstørrelse; om det vil påvirke styrken til en del av plastprodukter.

2. Designprosedyrer
Analyse og fordøyelse av plastprodukttegning og faststoff (fast prøve):
* Produktets geometri
* Dimensjoner, toleranser og designstandarder
* Tekniske krav
* Navn og merke på plast
* Overflatekrav
* Kavitetsnummer og hulromsarrangement
* Produktvekt og injeksjonsvolum til injeksjonsmaskin
* Det projiserte området til produktet og klemkraften til injeksjonsmaskinen
* Støpestørrelse og det effektive området til installasjonsformen for injeksjonsmaskinen (eller avstanden mellom trekkstangen til injeksjonsmaskinen)
* Produktpresisjon, farge
* Om produktene har sideakselkjerner og deres behandlingsmetoder
Kavitetsnummer ble bestemt, og deretter til arrangementet av hulrommet, hulromsposisjonsarrangementet, hulromsarrangementet innebærerRund hage Plast bordformstørrelse, utformingen av portsystemet, balansen mellom portsystemet, utformingen av kjernetrekkeren) institusjoner, innsats, og utformingen av kjernen, utformingen av varmevekslingssystemet, disse problemene og skilleflaten og valget av gate plassering, så i ferd med den spesifikke design, for å gjøre de nødvendige justeringene, for å oppnå den mer perfekte design.

3. Bestemmelse av skilleflaten
Det påvirker ikke utseendet. For å sikre nøyaktigheten av produktene, mold behandlingen, spesielt hulrom behandlingen.
Det bidrar til utformingen av hellesystemet, eksosanlegget og kjølesystemet.
Det bidrar til åpning av dyse (avskillelse, avforming) for å sikre at produktene blir liggende på siden av den bevegelige dysen når dysen åpnes.
Forenkle arrangementet av metallblokker.
4. Design av hellesystem
Utformingen av hellesystemet inkluderer valg av hovedstrømningskanal, bestemmelse av form og størrelse på løpeseksjonen, valg av plassering av porten, portform og bestemmelse av portseksjonsstørrelse.
Ved utforming av et portsystem velges først plasseringen av porten.
Valg av portplassering er direkte relatert til produktstøpekvaliteten og den jevne injeksjonsprosessen. Valg av portplassering bør følge følgende prinsipper:
* Portplassering bør velges på skilleflaten så langt det er mulig, for å letteRund hage Plast bordformbearbeiding og bruk av portrengjøringen
* Avstanden mellom portposisjonen og hver del av hulrommet skal være konsistent så langt som mulig, og flyten til verktøyet skal være kortest
* Plasseringen av porten skal sikre at plast strømmer inn i hulrommet, hulrommet i de brede, tykke veggdelene, for å lette den jevne plaststrømmen
* Portposisjon skal åpnes ved den tykkeste delen av plastdelene
* Unngå direkte injeksjon av plast inn i hulromsveggen, kjernen eller innsatsen når den strømmer ned i hulrommet, slik at plast kan strømme inn i alle deler av hulrommet så raskt som mulig, og unngå deformering av kjernen eller innsatsen
* Prøv å unngå at produktene produserer sveisemerker, eller gjør sveisemerkene i produktet er ikke viktige deler;
Portposisjon og plastinnstrømningsretning bør få plasten til å strømme inn i hulrommet, langs den parallelle retningen til hulrommet jevn tilstrømning, og bidra til utslipp av gass i hulrommet
* Porten bør plasseres på den delen av produktet som er lettest å fjerne uten å påvirke produktets utseende mest mulig.
5. Design av eksosanlegg
Eksossystemet spiller en viktig rolle for å sikre formingskvaliteten til produktene.
Ved å bruke eksosåpningen, er eksosåpningen vanligvis plassert ved den delen hvor hulrommet er fylt i enden. Dybden på eksosåpningen varierer med forskjellige plaster, og bestemmes i utgangspunktet av den maksimale klaringen plasten tillater uten flens, for eksempel er ABS0.04 under 0,02 mm gips og 0,02 stål.
Bruk monteringsklaringen til kjerneinnsatsens skyvestang eller spesiell eksosplugg for å eksosere; Noen ganger for å forhindre produkter i utkastet forårsaket av vakuumdeformasjon, må gasspinnen stilles inn; Noen ganger er antivakuumadsorpsjonskomponenter designet for å forhindre vakuumadsorpsjon av produkter og moduler.
6. Design av kjølesystem
Utformingen av kjølesystemet er komplisert arbeid, som bør vurdere kjøleeffekten og jevnheten til kjølingen, og kjølesystemets innflytelse på den generelle strukturen til kjølesystemet.Rund hage Plast bordform.

7. Inkluder:
* Arrangementet av kjølesystemet og den spesifikke formen på kjølesystemet
* Bestemmelse av den spesifikke plasseringen og størrelsen på kjølesystemet
* Nøkkeldeler som flytting av form eller innsatskjøling
* Avkjøling av sideglidere og sidekjerner
* Design av kjøleelementer og valg av kjølestandardelementer
* Design av tetningsstruktur
Godta små bestillinger av sprøytestøpingsprodukter med liten MOQ.
Det er 6 senioringeniører, 5 designere og 50 erfarneRund hage Plast bordformarbeidere for å sikre at bestillingsprosessen administreres så effektivt som mulig.
Nøyaktig formstruktur, forkorte formsyklustid, forlenge formlevetid er vårt endelige mål for kvalifiserte former.
Vår effektive kommunikasjon og arbeid kan møte kravene til kundene og utvikler langsiktig samarbeid med vinn-vinn.
Hongmei kan alltid være din pålitelige leverandør.
Kontakt meg

Hot Tags: Rund hage Plastbordform, Kina, Tilpasset, Kvalitet, Mote, Ny Stil, Hot Selling, Populær, Billig, Kjøp, Siste Selger, Engros, Nyeste, Lavpris, Fabrikk, Laget i Kina, Pris, Produsenter, Leverandører, OEM, ODM, levering til rett tid, gratis prøve
Send forespørsel
Gi gjerne din forespørsel i skjemaet nedenfor. Vi svarer deg innen 24 timer.










X
Vi bruker informasjonskapsler for å gi deg en bedre nettleseropplevelse, analysere nettstedstrafikk og tilpasse innhold. Ved å bruke denne siden godtar du vår bruk av informasjonskapsler.
Personvernerklæring