 English
English Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик


Produkter
- Stor husholdningsform
- Små husholdningsapparater Mold
- Plast husholdningsdeler Mold
- Form for medisinsk utstyr av plast
- Plast Kontorfasiliteter Mold
- Plast bildeler Mold
- Plast motorsykkel deler mold
- Dyreprodukter Mold
- Stol plastform
- Plast industrielle deler Mold
- Injeksjonsform for plastkasse
- Plast Kid Products Mold
- Plast tynnvegg form
- PET Preform Og Cap Mold
- Plast rørkoblingsform
- Plastprodukter
- Andre former








Injeksjonsstøpeform for fjærfematerplate
Som den profesjonelle produksjonen vil vi gjerne gi deg høykvalitets fjærfematerplatesprøytestøpe. Og vi vil tilby deg den beste ettersalgsservicen og rettidig levering. Vi er en profesjonell produsent av injeksjonsstøpeform for fjærkre i Kina, hvis du vil vite mer, kan du kontakte oss.
Vårt løfte er å alltid være en effektiv, ærlig og pålitelig partner; vi krever intet mindre av oss selv. Vårt daglige mål er å sikre at våre kunder og partnere alltid føler at de jobber med de absolutt beste i bransjen.
Vårt løfte er å alltid være en effektiv, ærlig og pålitelig partner; vi krever intet mindre av oss selv. Vårt daglige mål er å sikre at våre kunder og partnere alltid føler at de jobber med de absolutt beste i bransjen.
Send forespørsel
produktbeskrivelse
Som den profesjonelle produksjonen vil vi gjerne gi deg høykvalitets fjærfematerplatesprøytestøpe. Og vi vil tilby deg den beste ettersalgsservicen og rettidig levering.
Injeksjonsstøpeform for fjærfematerplate
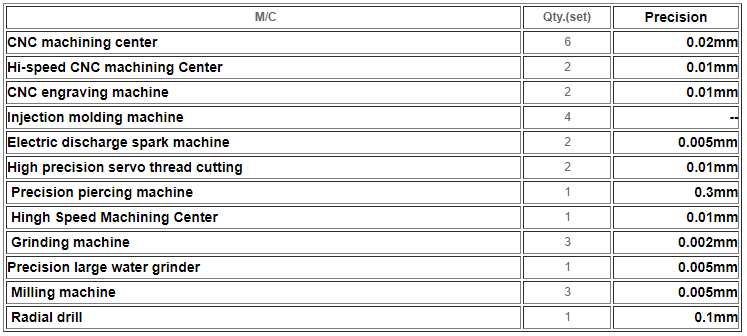
Muggspesifikasjoner
Formnavn: Fjærfematerform
Formtype: Sprøyteform
Produktmateriale: PP
Produktmonteringsantall: 4 plastdeler
Delnavn: Topplås, lamell, materhus, materbase.
Formstål: 718 eller høyere
Formbunn: C60
Injeksjonssystem: hot runner for feeder body &. materbase,
kaldløper for topplås &. lamell
Formarbeidsmodus: automatisk eller halvautomatisk
Formlevetid: minst 500 000 skudd
4 former ferdigtid: 45 dager.
Pakkedetalj: sterk treboks

Hot Runner In Feeder Pan Mold
Hot runner former har mange fordeler fremfor kalde runner former. Den varme løpeformen er en støpeform som bruker varmeanordningen til å få smelten i løperen til å forsvinne og ikke stivne. Den har mange dannelsessykluser og kan også spare råvarer.
1. Forkort syklusen
Støpesyklusen til delene forkortes. Fordi det ikke er noen begrensning på kjøletiden til løpesystemet, kan delene kastes ut i tide etter støping og størkning.
2. Muggbilder
Det er ingen kaldløper i den rene varmeløperformen, så det er ingen produksjonskostnad. Dette er spesielt viktig for applikasjoner hvor plast er dyrt. Faktisk har alle de store hot runner-produsentene i verden utviklet seg raskt i en tid da olje og plastråvarer er dyre i verden. Fordi hot runner-teknologi er en effektiv måte å redusere kostnader og materialkostnader.
3. Reduser avfall
Reduser avfall og gi produktkvalitet. Under formingsprosessen for varme løpere blir plastsmeltetemperaturen nøyaktig kontrollert i løpesystemet. Plast kan strømme inn i formhulene i en mer jevn tilstand, og resultatet er deler av jevn kvalitet. Kvaliteten på porten dannet av den varme løperen er god, restspenningen etter avforming er lav, og deformasjonen av delen er liten.
4. Produksjonsautomatisering
Eliminer påfølgende prosesser, noe som bidrar til produksjonsautomatisering. Etter at den varme løpeformen er dannet, er delen det ferdige produktet uten behov for å trimme porten og resirkulere den kalde løperen. Bidrar til produksjonsautomatisering. Mange utenlandske produktprodusenter har kombinert varme løpere med automatisering for å forbedre produksjonseffektiviteten betydelig.
Prosjektledelse
1.Del mulighetsanalyse
2. Designforberedelse
3D/2D-tegning & kundeverktøystandard (se bilde Kundeverktøystandardeksempel), spesifikasjon (se eksempelspesifikasjoner)
Designmøte (prosjektleder, FoU, verktøymaker, prosessingeniør)
Mold flow (om nødvendig) Mod flow video eller analyse i PDF.
Layoutløsning
3. Verktøydesign-DFM
Verktøydesign start og selvsjekk
Designgjennomgangsmøte
Verktøydesign til kunde for godkjenning
Verktøydesign justeres i henhold til kundekommentarer
Gjenta dette til kundens endelige godkjenning
4. Tidsplan
Send endelig detaljert dagsplan til kunden.
Prosedyrekontroll

Ukentlig rapport til kunde ved bilder, e-post, Skype-møter
Prosjektleder daglig oppfølging i henhold til tidsplan
5.Forberedelse til muggprøve
Prosjektleder får informasjon om prøver kvantitet, farge, råstoff klar for prosessingeniør.
6.Etter T1
ISIR (Initial Sample Inspection Report) for 2-5 prøver, avhenger av delstørrelsen
Prøver til kunde
PFU (Problem Follow Up) som inneholder bilder av detaljerte problemer og foreslåtte løsninger
Inspeksjon av verktøy før levering i henhold til sjekkliste
7. Modifikasjon og korrigering
Dimensjonskorreksjon på ISIR og kunde’s tilbakemelding på prøver
Evaluer med kunden for endringer og oppgi ny prøvetid
Gjenta til kundens endelige godkjenning på prøver
8. Verktøyinspeksjon
Endelig selvverktøyinspeksjon
Noen kunder kommer innom for verktøyinspeksjon
Evnestudie ved å kjøre små batchproduksjon
9. Frakt
Ordne service for levering av verktøy
Send leveringsinformasjon (ETD, ETA, fartøysnavn etc) til kunden
Sjekk med kundene for deres egen prøveversjon om verktøyytelsen innen 15 dager etter at verktøyet kommer.
Endelig konklusjonsmøte for oppsummering.
10.Kundeservice
Installasjon av støpeformer og veiledningstjeneste:
1) Etter ankomsten av støpeformer, hvis vi trenger vår hjelp med å løse de tekniske problemene, sender vi en ingeniør, men rundtursbilletter og overnatting vil være på kundens regning.
3) Ingeniører vil forbli i kjøpere’ land for avtalt dato , veilede arbeiderne til å bruke formen og andre nødvendige tekniske som gratis.
2. Kvalitetsgaranti og annet etter service
1) Garantiperioden for hver støpeform er 12 måneder fra datoen for støpegods hos kjøperen’s fabrikk I garantiperioden:
Hvis det er et lite problem med mugg på grunn av den forskjellige maskininjeksjonen, vil selgeren gi reparasjonsmetoden.
Hvis noen reservedeler er ødelagt, bør selger lage nye og av god kvalitet og sende til kjøperen,
Hvis muggsoppene oppstår er det store problemet, støpeformene kan ikke repareres, kjøperen kan ikke løse problemene, f.eks. muggsprekker, produktet kan’t støping… ethvert stort problem (bortsett fra menneskelige problemer) Selger og kjøper forhandler om å løse problemet, kjøperen kan sende det tilbake til fabrikken for reparasjon.
Mer informasjon Kontakt meg
Hot Tags: Injeksjonsstøpe for fjærfematerplater, Kina, tilpasset, kvalitet, mote, ny stil, populært, billig, kjøp, siste salg, engros, nyeste, lavpris, fabrikk, produsert i Kina, pris, produsenter, leverandører, OEM, ODM, levering til rett tid, gratis prøve
Produkttag
Send forespørsel
Gi gjerne din forespørsel i skjemaet nedenfor. Vi svarer deg innen 24 timer.










X
Vi bruker informasjonskapsler for å gi deg en bedre nettleseropplevelse, analysere nettstedstrafikk og tilpasse innhold. Ved å bruke denne siden godtar du vår bruk av informasjonskapsler.
Personvernerklæring