 English
English Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик


Produkter
- Stor husholdningsform
- Små husholdningsapparater Mold
- Plast husholdningsdeler Mold
- Form for medisinsk utstyr av plast
- Plast Kontorfasiliteter Mold
- Plast bildeler Mold
- Plast motorsykkel deler mold
- Dyreprodukter Mold
- Stol plastform
- Plast industrielle deler Mold
- Injeksjonsform for plastkasse
- Plast Kid Products Mold
- Plast tynnvegg form
- PET Preform Og Cap Mold
- Plast rørkoblingsform
- Plastprodukter
- Andre former








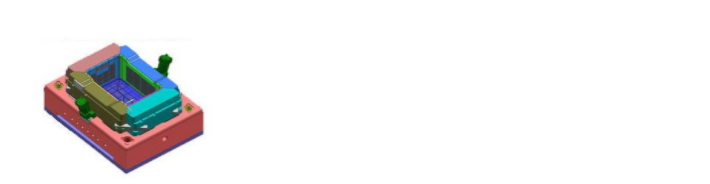
Verktøykasseform i plast
Som den profesjonelle produksjonen vil vi gjerne gi deg høykvalitets plastverktøykasseform. Og vi vil tilby deg den beste ettersalgsservicen og rettidig levering. En verktøykasse for tilbehør, en verktøykasse for større verktøysett, en lastebilkasse for transport av utstyr, eller en mobil arbeidsbenk til garasjen din, vi kan lage alle slags Verktøykasseform i plast.
Send forespørsel
produktbeskrivelse
Som den profesjonelle produksjonen vil vi gjerne gi deg høykvalitets plastverktøykasseform. Og vi vil tilby deg den beste ettersalgsservicen og rettidig levering.
Formbase: 45#
Mold Runner: Cold Runner
Ejektorsystem: Stripperplate
Krymping: 1,5 %
Kjølesystem: Sirkulerende kjølevann
Syklustid: 52s
Injeksjonsmaskin: 800 tonn
Drop Type: Automatisk
Leveringstid: 45 dager
Pakke: Trekasse
Verktøykasseform i plast
Formbase: 45#
Mold Runner: Cold Runner
Ejektorsystem: Stripperplate
Krymping: 1,5 %
Kjølesystem: Sirkulerende kjølevann
Syklustid: 52s
Injeksjonsmaskin: 800 tonn
Drop Type: Automatisk
Leveringstid: 45 dager
Pakke: Trekasse
Box Design oppmerksomhet
1. tykkelsen er jevn, nok utkast engel.
2. Glatt og unngå skarpe hjørner.
3.Mould gate: løperen så god som stor og kort, velg gate plassering bør i henhold til prosessen med krymping kondens, er det nødvendig å legge til et kaldt materiale godt en gang.
4.Verktøykasse i plastFormoverflaten ryddig og ren, ruhet mindre enn 0,8.
5. Nok ventilasjonshull og spor til å frigjøre luft og gass.
6. Med unntak av PET-materiale, bør tykkelsen ikke være mindre enn 1 mm.
Muggtest
Det finnes følgende typer porter
(1) Rett port
Rett port kalles også senterport. Denne porten har lav strømningsmotstand og rask matehastighet. Det brukes ofte i støpeformer med enkelt hulrom for å danne store og dype plastdeler. Den er egnet for alle typer plast, spesielt de med høy viskositet og dårlig flyt, som PC, PSF, etc.
Ved forming av grunne og flate plastdeler med rette porter vil det oppstå bøyning og vridning. Samtidig er det upraktisk å fjerne portene, og det er tydelige portmerker. Noen ganger på grunn av konsentrasjonen av varme ved porten, tettes hulrommet sent, og den indre spenningen er stor. Bli kilden til sprekker, så porten skal være så liten som mulig når du designer. Ved forming av tynnveggede plastdeler er diameteren på portroten maksimalt 2 ganger veggtykkelsen til plastdelen.
(2) Sideport
Sideport kalles også kantport. Tverrsnittet er rektangulært. Den åpnes vanligvis på skilleflaten og mates fra siden av plastdelen. Portposisjonen kan velges rimelig i henhold til behovene. Den er spesielt egnet for én form med flere hulrom. Som vist i figur 10-12, ta generelt bredden B=1,5 mm–5 mm, tykkelsen h=0,5 mm–2 mm (kan også ta veggtykkelsen til plastdelen 1/3–2/3), og lengden L=0,7 mm~ 2 mm.
(3) Punktport
Point gate, også kjent som pin point gate, er en port med liten størrelse, som vist i figur 10-14. Plastsmelten passerer gjennom den med høy skjærhastighet. Den er mye brukt i forskjellige skallformede plastdeler. Når formen åpnes, kan porten brytes av seg selv.
Krysset mellom porten og plastdelen kan utformes for å ha en liten knast for å forhindre skade på plastdelen når spissporten brytes.
Punktporten har et lite tverrsnittsareal og rask kondens, noe som ikke bidrar til mating. Den er ikke egnet for tykkere plastdeler.
(4) Latent port
Også kjent som skjærport, er den utviklet fra punktport, punktport brukes til treplaters form, og latent port brukes til to-plate form, og forenkler dermed formstrukturen. Den latente porten er satt i den skjulte delen på innsiden eller utsiden av plastdelen, noe som ikke påvirker utseendet til plastdelen. Porten kuttes når plastdelen skyves ut, men det kreves kraftig skyv, som ikke egner seg for sterk plast.
Verktøykasseform i plastvi velger stor port med varmløper, enkelt hulrom.
Pakke og levering
Trinn 1: Form innpakket med konserveringsfilm for å unngå rust.
Trinn 2: PuttingVerktøykasseform i plastog tilbehør i trekasse.
Trinn 3: Dekk lokket og fest merket for levering.

Hongmei Mold Advantage
* Tid: Tiden for å lage form er i henhold til formstørrelsen din og kompleks eller ikke. Men vi leverer aldri med forsinkelse med mindre kundens endring. Og vi har CNC-maskin og graveringsmaskin i hus.
* Service: Designer: 5 personer
Arbeider: 20 personer
Muggtesting Personer: 2 personer
Salg: 7 personer
Kvalitetskontroll: 1 person
Så uansett hvilke deler som har problemer, kan vi løse det i tide.
Kontakt meg
Hot Tags: Plastverktøykasseform, Kina, Tilpasset, Kvalitet, Mote, Ny Stil, Hot Selger, Populær, Billig, Kjøp, Siste Selger, Engros, Nyeste, Lavpris, Fabrikk, Laget i Kina, Pris, Produsenter, Leverandører, OEM, ODM , Levering til rett tid, gratis prøve
Send forespørsel
Gi gjerne din forespørsel i skjemaet nedenfor. Vi svarer deg innen 24 timer.










X
Vi bruker informasjonskapsler for å gi deg en bedre nettleseropplevelse, analysere nettstedstrafikk og tilpasse innhold. Ved å bruke denne siden godtar du vår bruk av informasjonskapsler.
Personvernerklæring