 English
English Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик


Produkter
- Stor husholdningsform
- Små husholdningsapparater Mold
- Plast husholdningsdeler Mold
- Form for medisinsk utstyr av plast
- Plast Kontorfasiliteter Mold
- Plast bildeler Mold
- Plast motorsykkel deler mold
- Dyreprodukter Mold
- Stol plastform
- Plast industrielle deler Mold
- Injeksjonsform for plastkasse
- Plast Kid Products Mold
- Plast tynnvegg form
- PET Preform Og Cap Mold
- Plast rørkoblingsform
- Plastprodukter
- Andre former









Plast såpeetui Injetcion Mold
Som den profesjonelle produksjonen vil vi gjerne gi deg høykvalitets plastsåpehylster Injetcion Mould. Og vi vil tilby deg den beste ettersalgsservicen og rettidig levering. Plastsåpeetui Injetcion Mold kan i henhold til injeksjonsmaskinens størrelse og annual output velge 2 hulrom / 4 hulrom / 6 hulrom.
Send forespørsel
produktbeskrivelse
Som den profesjonelle produksjonen vil vi gjerne gi deg høykvalitets plastsåpehylster Injetcion Mould. Og vi vil tilby deg den beste ettersalgsservicen og rettidig levering.
Hvilke faktorer påvirker muggytelsen?
* Formhåndverk
kaldløper og innløp vil ikke bli generert:
Sprueless støping
Isolerte løpesystemer
Hot runner systemer
Sprueless Molding
Det er 2 hovedkategorier for spruless støping:
Grunnleggende forkammerdesign
Varme opp varme tilløpsbusker eller dyser
Grunnleggende forkammertype
Sprueless støping brukes ofte for rask sykling av ett hulroms verktøy
tynnveggskomponenter i ikke-varmefølsomme materialer akkurat som PE, PP og PS.
Denne teknikken består normalt av spesielt utformet maskindyse. som kan designes til
romme med en forsenket karakteristikk inne i formverktøyet. De mest grunnleggende designene kombinerer en
forkammerkarakteristikk. ved å bruke denne typen layout isolerer en tynn hud av kjøligere materiale en
smeltet sentral kjerne mellom dysen og porten.
Figurn viser 3 standardtyper dyser av forkammertype. Designet og stilen demonstrert i det følgende
Figurn har den fordelen at hvis smelten inne i munnstykket stivner til en kald slug
underkuttet form på dysen muliggjør en rask ulempe fra verktøyet. Figur (c) viser
et forkammermatingssystem uten å ha en kald slugbrønn.
Denne metoden kan også brukes til større lister som kjører på et enkelt avtrykk
grunnlag der maksimal kontroll og kvalitet er nødvendig.
2.Sprueless forming alternativer kan også brukes for mye mer varmefølsomme materialer. I
slike situasjoner er det å foretrekke å forlenge munnstykket i forhold til porten, som i figur 2. og
tok tilbake fra verktøyet.
Bortsett fra den tilsynelatende konserveringen ved å eliminere innløpet, brukes langvarige dyser i
treplater eller rnulr ipla re-design for å redusere åpningsslaget. Med tanke på at ingen innløp er støpt,
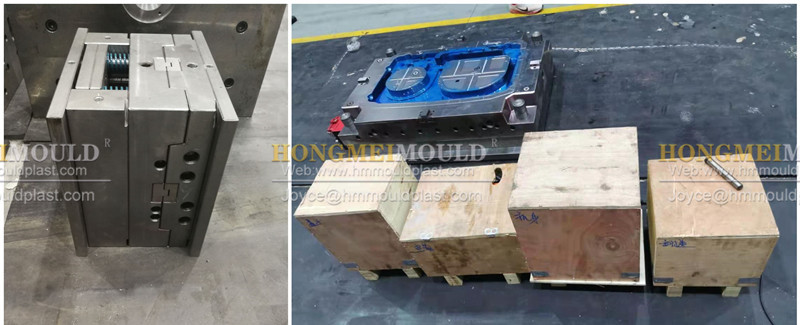
Plast såpeetui Injetcion Mold
Muggbeskrivelse
Stålform: P20
Formplate: C45
Hulrom: 2 hulrom
Hardbehandling: Overflatenitrering
Løper: Kaldløper
Ejector System: Ejector pin
Kjølesystem: Resirkuler vann
Slutttid: 45 dager
Mugglevetid: 300 000 skudd
Hvilke faktorer påvirker muggytelsen?
DeInjeksjonsstøpeform for såpekasse av plastbygningen er veldig komplisert. Så mange detaljer må fungere sammen. Fra design, maskinering, montering, test og fiks, så går du til slutt inn i tjenesten. Mange faktorer vil påvirke kvaliteten og ytelsen til mugg. Vi må virkelig forstå det for å få formbyggingen til å bli bedre.
Ståltype og kvalitet
Ståltypen og kvaliteten er det viktigste forInjeksjonsstøpeform for såpekasse av plast. Det er begynnelsen og basen for alt. Så det er veldig viktig å velge riktig stålmateriale. Det finnes mange typer for formstål. Som for eksempel D3, A2, O2, D2 verktøystål av kaldvalset stål; H11, 1.2344, H13 verktøystål av varmvalset stål med mer. Og kanskje du må fokusere på punktene nedenfor for å velge den rette.
Etterspørselen etter materiale for sprøytestøping er at forskjellig plast må sammenkobles med forskjellige stålmaterialer. Og det har også krav til korrosjonsbestandighet og polering.
Hvis stålfunksjonen er nok, så er den den beste. Betale mye penger for å få mye høy stålytelse er ikke nødvendig.
Overflatebehandling er også veldig viktig. Nitrogenbehandling kan gjøre at ståloverflatens hardhet blir høyere og at overflatens levetid blir lengre. Og galvanisering kan endre ytelsen til formstål. Noe plast trenger høy luminans og korrosjonsbestandig, da kan vi bruke galvanisering for å heve og endre ytelsen til stål.
* Strukturdesign
God strukturdesign ikke bare vurdere produktets materialegenskaper: krympingsforhold, formingstemperaturen og mer. Men må også tenke på vanndelen av kjølingen. Flott strukturdesign kan forbedreInjeksjonsstøpeform for såpekasse av plastarbeidstid og vedlikeholde det kan lykkes med å produsere produkter. Det er enormt for å øke effektiviteten og redusere kostnadene.
* Formhåndverk
Vi trenger alle godt formhåndverk for å gjøre det flott. Godt håndverk kan redusere kostnadene og arbeidstiden effektivt. Hvis det er feil, vil det føre til at formen blir lodding. Forresten, dårligere behandling vil påvirke funksjonen til mugg, redusere levetiden til mugg, til og med det vil bli skadet og brudd i behandlingen av sprøytestøping.
* Polering
Poleringen er den siste delen av muggproduksjonen. Polering hjelper og utfyller ogsåInjeksjonsstøpeform for såpekasse av plasthandling, spesielt for muggslipp. Mye av produksjonen av noen former er ikke jevn fordi belysningen ikke er på plass, motstanden er for stor, avformingen er vanskelig, og til og med toppen er hvit og toppen er sprukket.
* Muggmontering
Formen er akkurat som å sette sammen en maskin. Hver del og hver skrue må ikke gå galt, ellers vil konsekvensene være ganske alvorlige. Kan forårsake produktfeil, påvirke produksjonen og til og med skade formen fullstendig, noe som resulterer i skrot. Så monteringsarbeidet må være veldig detaljert. Under monteringsprosessen, vær spesielt oppmerksom på rengjøringen av formen, spesielt vannkanalene og skruehullene. Pass på å blåse av jernspålene inni.
* Muggkjøling
Alle med mange års erfaring med muggsopp vet hvor viktig kjøling erInjeksjonsstøpeform for såpekasse av plast. På grunn av økningen i priser og menneskelig lønn, når man produserer produkter i store mengder, er fortjenesten ved å redusere injeksjonssyklusen med ett sekund utenkelig. Men når produksjonssyklusen akselereres, vil temperaturen på formen stige. Hvis det ikke er effektivt kontrollert, vil det føre til at formen blir for varm til å dannes, og til og med føre til at formen deformeres og svikter. Derfor er god kjølesystemdesign spesielt viktig, inkludert tetthet, diameter og sammenkobling av vannkanaler.
* Vedlikehold av mugg
Muggvedlikehold er hovedsakelig vedlikehold og vedlikehold under produksjon. Muggsopp er som biler. Hvis den ikke brukes over lengre tid uten vedlikehold, kan den bli skrotet og dø. Derfor, etter hver bruk av formen, kreves omfattende vedlikehold, spesielt rustforebygging av formdelen og rustforebygging av de viktigste bevegelige delene. Fordi formen trenger å motta vann under produksjonsprosessen, kan formen fylles med vann under installasjons- eller demonteringsprosessen, så det er nødvendig å sikre at formen er tørr før du påfører et lag med olje for å beskytte den.
Disse detaljene trenger vi for å fokusere på det og gjøre det på riktig måte for å sørge for å produsere en god form for å skape en god produktlinje.
*Muggpakning
Før levering vil vi sprayeInjeksjonsstøpeform for såpekasse av plastmed farge, grønn, rød, gul, blå og så videre, kan kundene i henhold til ditt krav velge farge. og vi vet at et sted ikke er egnet for maling, så før vi sprayer, vil vi spørre om din mening.
Vi pakker vanligvis med trepall eller trekasse, og brukerståltau tilforsterke boksen.
kaldløper og innløp vil ikke bli generert:
Sprueless støping
Isolerte løpesystemer
Hot runner systemer
Sprueless Molding
Det er 2 hovedkategorier for spruless støping:
Grunnleggende forkammerdesign
Varme opp varme tilløpsbusker eller dyser
Grunnleggende forkammertype
Sprueless støping brukes ofte for rask sykling av ett hulroms verktøy
tynnveggskomponenter i ikke-varmefølsomme materialer akkurat som PE, PP og PS.
Denne teknikken består normalt av spesielt utformet maskindyse. som kan designes til
romme med en forsenket karakteristikk inne i formverktøyet. De mest grunnleggende designene kombinerer en
forkammerkarakteristikk. ved å bruke denne typen layout isolerer en tynn hud av kjøligere materiale en
smeltet sentral kjerne mellom dysen og porten.
Figurn viser 3 standardtyper dyser av forkammertype. Designet og stilen demonstrert i det følgende
Figurn har den fordelen at hvis smelten inne i munnstykket stivner til en kald slug
underkuttet form på dysen muliggjør en rask ulempe fra verktøyet. Figur (c) viser
et forkammermatingssystem uten å ha en kald slugbrønn.
Denne metoden kan også brukes til større lister som kjører på et enkelt avtrykk
grunnlag der maksimal kontroll og kvalitet er nødvendig.
2.Sprueless forming alternativer kan også brukes for mye mer varmefølsomme materialer. I
slike situasjoner er det å foretrekke å forlenge munnstykket i forhold til porten, som i figur 2. og
Figur
3. Den taggete underskjæringen på munnstykket i figur har vanligvis typen a
skrugjenger. Dette gjør at den kalde pluggen bare kan skrus ut etter sylinderentok tilbake fra verktøyet.
Bortsett fra den tilsynelatende konserveringen ved å eliminere innløpet, brukes langvarige dyser i
treplater eller rnulr ipla re-design for å redusere åpningsslaget. Med tanke på at ingen innløp er støpt,
åpningen som kreves for å tillate at løperen (hvis noen) kan fjernes er mye mindre.

Hot Tags: Plastsåpeetui Injetcion Mould, Kina, Tilpasset, Kvalitet, Mote, Ny Stil, Hot Selger, Populær, Billig, Kjøp, Siste Selger, Engros, Nyeste, Lavpris, Fabrikk, Laget i Kina, Pris, Produsenter, Leverandører, OEM, ODM, levering til rett tid, gratis prøve
Send forespørsel
Gi gjerne din forespørsel i skjemaet nedenfor. Vi svarer deg innen 24 timer.










X
Vi bruker informasjonskapsler for å gi deg en bedre nettleseropplevelse, analysere nettstedstrafikk og tilpasse innhold. Ved å bruke denne siden godtar du vår bruk av informasjonskapsler.
Personvernerklæring