 English
English Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик


Produkter
- Stor husholdningsform
- Små husholdningsapparater Mold
- Plast husholdningsdeler Mold
- Form for medisinsk utstyr av plast
- Plast Kontorfasiliteter Mold
- Plast bildeler Mold
- Plast motorsykkel deler mold
- Dyreprodukter Mold
- Stol plastform
- Plast industrielle deler Mold
- Injeksjonsform for plastkasse
- Plast Kid Products Mold
- Plast tynnvegg form
- PET Preform Og Cap Mold
- Plast rørkoblingsform
- Plastprodukter
- Andre former








Plast flyttbar Air Condition Shell Mold
Som den profesjonelle produksjonen ønsker vi å gi deg høykvalitets plastisk flyttbar klimaanleggskallform. Og vi vil tilby deg den beste ettersalgsservicen og rettidig levering. Vi er en profesjonell China Plastic Moveable Air Condition Shell Mold-produsent, hvis du vil vite mer, kan du kontakte oss.
OEM Air Conditioner Housing Mold, Kina Air conditioner mold Produsent!Hjem ønsker deg velkommen til vårt selskap.
OEM Air Conditioner Housing Mold, Kina Air conditioner mold Produsent!Hjem ønsker deg velkommen til vårt selskap.
Send forespørsel
produktbeskrivelse
Som den profesjonelle produksjonen ønsker vi å gi deg høykvalitets plastisk flyttbar klimaanleggskallform. Og vi vil tilby deg den beste ettersalgsservicen og rettidig levering.
Plast flyttbar Air Condition Shell Mold
Plastharpiks: ABS
Formdimensjon (mm):1700*980*1140
Formvekt (T):14T
Form hulrom stål:1.2083
Formkjernestål:1,2344
Syklustid: 120 S
Produksjonstid (dag):75DAGER
Mugglevetid:≥500 000 SKYTTER
Kjøleledningskontakt type:DME NS350 SERIES hurtigkobling, utmerket kjølesystemdesign, kjøledesign vil så mange som mulig til kjøling best.
Plast flyttbar Air Condition Shell MoldStrømme
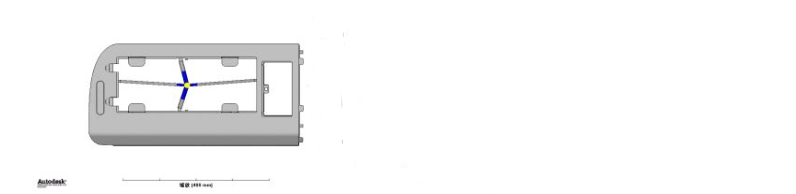
For den store støpeformen, som for eksempel bildeler, kan vi gjøre muggflytanalyser før vi begynner å jobbe.
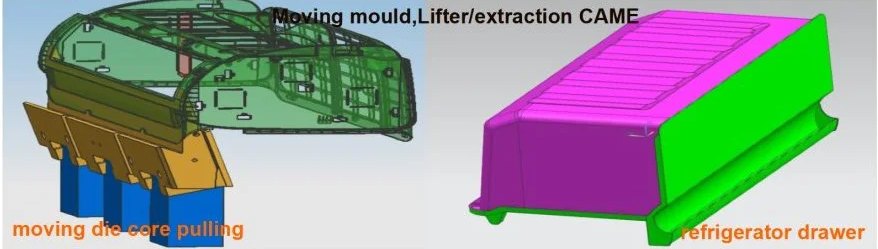
Etter formflytanalysene bestemmer vi forminjeksjonsportene og strukturene.
Derfor kan formene etterbehandles vellykket og jevnt.
Hva er fordelene med Aoxu
Designteam og produksjon
Vi tilbyr ikke bare sprøytestøping, men alt-i-ett designteam og produksjonstjenester. Vi kan hjelpe deg med å bygge en prototypedel, foredle designet ditt, velge riktig plastharpiks for dine behov, og produsere støpeformer og produktene dine – alt i samme anlegg!
Dette sparer deg for tid og penger, siden det ikke er nødvendig å samarbeide med andre tredjeparter for å bygge komponentene dine. Vi kan håndtere hele prosessen internt på vårt anlegg, og sikrer at du får de sprøytestøpte plastdelene du trenger raskt og til en lav kostnad.
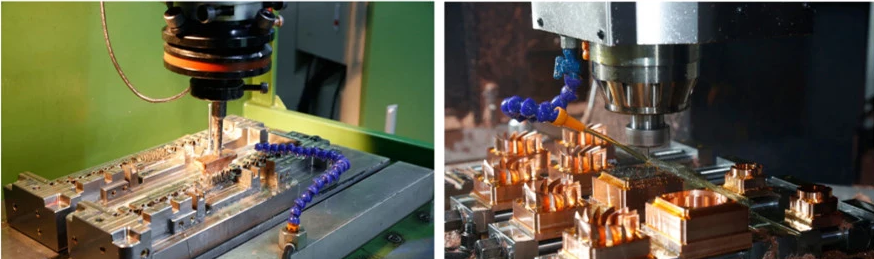
Profesjonelle avanserte maskiner
Vi har investert stort i de siste moderne sprøytestøpemaskinene. Våre sprøytestøpemaskiner gir mer konsistente resultater og høyere effektivitet - til en lavere kostnad
Vi gir disse besparelsene videre til kundene våre, slik at de kan sprøytestøpes plasten
Home Mold Technology - Din direkte produksjon
I motsetning til noen andre selskaper der ute, er vi ikke en mellommann. Vi deler ikke ut delene dine til andre tredjepartsprodusenter og tar en del av fortjenesten for oss selv
I stedet håndterer vi hvert trinn i produksjonsprosessen internt. Ved å gjøre det kan vi sikre at produktkvaliteten din er helt perfekt – og minimere risikoen for defekte eller feilstøpte deler. Dette sparer deg i sin tur både tid og penger.
Vanlige spørsmål om form for ramme for klimaanlegg
Spørsmål: Årsaker og løsninger for produktgrader (blits) som dannes når injeksjonsmaskinen starter, samt en ufullstendig fylling etter en stund med produksjon:
A: Når maskinen først starter, flyter smeltingen i injeksjonsmaskinens sylinder jevnt med en lavere klebrighet takket være en lengre oppvarmingsperiode, så det har en tendens til at det oppstår grader. Etter en stunds produksjon, siden smeltingen kontinuerlig tar varmen bort, vil ikke produktet bli fullstendig injisert på grunn av stor klebrighet og dårlig likviditet. Dette problemet kan løses ved å gradvis øke temperaturen på tønnen etter litt tid ut i produksjonen.
Spørsmål: I produksjonsprosessen kan ikke produktet injiseres fullstendig, selv økende injeksjonstrykk og hastighet vil ikke fungere noen ganger. Hvorfor og hvordan løse det:
A: I produksjonsprosessen tar smeltingen kontinuerlig varmen bort, så produktet vil ikke bli fullstendig injisert på grunn av stor klebrighet og dårlig likviditet. Dette problemet kan løses ved å øke temperaturen på injeksjonsmaskinens fat.
Spørsmål: Årsaker og løsninger for at produktet blir ovalt:
A: Et produkt blir ovalt er fordi smeltingen ikke mates jevnt, noe som forårsaker ujevnt trykk på omkretsen av produktet og gjør det ovalt. 3-punkts injeksjonstilnærmingen kan tilpasses for å tillate jevn fôring.
Kontakt meg
Hot Tags: Flyttbar klimaanleggskallform i plast, Kina, tilpasset, kvalitet, mote, ny stil, populært, billig, kjøp, siste salg, engros, nyeste, lavpris, fabrikk, laget i Kina, pris, produsenter, leverandører, OEM , ODM, Levering til rett tid, Gratis prøve
Send forespørsel
Gi gjerne din forespørsel i skjemaet nedenfor. Vi svarer deg innen 24 timer.










X
Vi bruker informasjonskapsler for å gi deg en bedre nettleseropplevelse, analysere nettstedstrafikk og tilpasse innhold. Ved å bruke denne siden godtar du vår bruk av informasjonskapsler.
Personvernerklæring