 English
English Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик


Produkter
- Stor husholdningsform
- Små husholdningsapparater Mold
- Plast husholdningsdeler Mold
- Form for medisinsk utstyr av plast
- Plast Kontorfasiliteter Mold
- Plast bildeler Mold
- Plast motorsykkel deler mold
- Dyreprodukter Mold
- Stol plastform
- Plast industrielle deler Mold
- Injeksjonsform for plastkasse
- Plast Kid Products Mold
- Plast tynnvegg form
- PET Preform Og Cap Mold
- Plast rørkoblingsform
- Plastprodukter
- Andre former







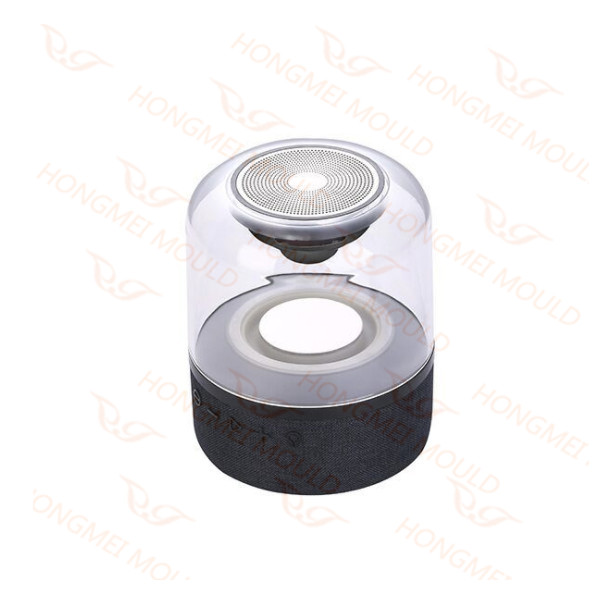
Skallform for høyttalerboks i plast
Som den profesjonelle produksjonen vil vi gjerne gi deg høykvalitets plasthøyttalerboksskallform. Og vi vil tilby deg den beste ettersalgsservicen og rettidig levering. For praktisk for vårt menneskeliv, viser det seg flere og flere små smartenheter, hvis du har ideer, kan vi hjelpe deg med å lage produktets skallform, fange muligheten til å få fordelen. Her introduserer vi skallformen for høyttalerboks i plast.
Send forespørsel
produktbeskrivelse
Som den profesjonelle produksjonen vil vi gjerne gi deg høykvalitets plasthøyttalerboksskallform. Og vi vil tilby deg den beste ettersalgsservicen og rettidig levering.
Skallform for høyttalerboks i plast
Form Stål: H13
Formbunn: P20
Varmebehandling: nitrid
Hulrom: enkelt hulrom
Løper: kald løper
Syklustid: 33s
Overflatebehandling: polering
Mugglevetid: 500 000 skudd
Pakke: trekasse
Skallform for høyttalerboks i plast
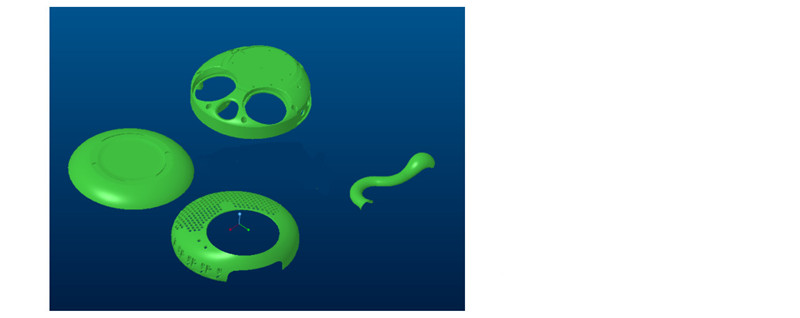
Skallform for høyttalerboks i plastdesign vi tar hensyn til de tekniske kravene til plastdeler er at det ikke må være defekter som piercing, sprøytestøping, strømningslinjer, porer, vridningsdeformasjoner, sølvstriper, kalde materialer, jetlinjer, etc.
Gjennomsnittlig tykkelse på plastdelen er 1,80 mm, materialet til plastdelen er ABS, krympingshastigheten er 1,004, og vekten på plastdelen er 16,56 gram.
Hvordan velge Hot Runner eller Cold Runner avSkallform for høyttalerboks i plast?
Hot Runner Fordel:
1. Forkort formingssyklustiden, noen tynnveggede plastdeler kan injiseres innen 5 sekunder.
2. Ingen vann plastmateriale, det har store midler til de høye prisene materialer.
3. Innløpskvaliteten til delene som danner varme løpere er god, restspenningen etter avforming er lav, deformasjonen av delene er liten, så produkter er mindre defekte enn kaldløper.
4. Du trenger ikke kutte porten og behandlingen, forbedre produksjonseffektiviteten.
Cold Runner Fordel:
1. Mold kostnaden er lavere enn hot runner, det er viktig.
2. Mold vedlikehold er billig
Så vi kan i henhold til vår situasjon velge varm løper eller kald løper, det viktigste i henhold til din totale produksjon og formstruktur og materialkostnad.
Tilbehør til formen
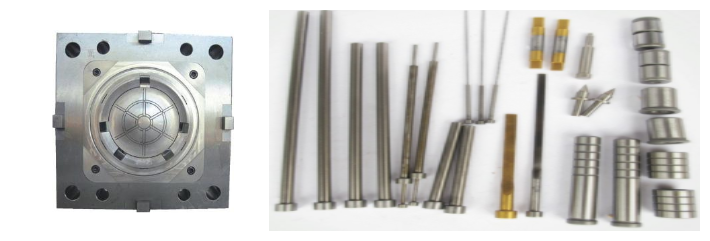
Enkelt skudd, dobbeltskudd, dobbeltskudd, flatt skudd, posisjoneringssøyle, plaststøpeføringshylse, rett hylse, midtsøylehylse, plaststøpeføringshylse, rett hylse, midtbraketthylse, posisjoneringssøyle, kvadratisk hjelpeanordning, tredimensjonal posisjoneringsblokkguide hjelpeanordning, A, B, C type dyse, fast ring A, B type, standard mekanisk bryter.
Hvordan håndtereSkallform for høyttalerboks i plastRusten?

1. Når sprøytestøpingen har stoppet, tørk av plastformen
2. Når du stopper støping over lengre tid, bør rusthemmer sprayes i formhulen. Det skal bemerkes at før sprøyting må formhulen tørkes ren til det ikke er noen rustflekker.
Hva erSkallform for høyttalerboks i plastEksosanlegg?
1) Hvor kommer luften fra?
en. Det er luft i injeksjonssystemet og formhulen
b. Noen råvarer har fortsatt vann, de vil bli til damp.
c. Noen tilsetningsstoffer fordamper eller gass dannes ved kjemiske reaksjoner med hverandre
2) Skaden ved dårlig utlufting
en. I prosessen med sprøytestøping vil smelte erstatte gassen i hulrommet, hvis gassen ikke kunne slippe ut, vil delene være ufullstendige og andre defekter.
b. Fordi gassen er svært komprimert, stiger temperaturen i hulrommet kraftig, delene kan brenne. Det skjer hovedsakelig ved sammenløpet av to tråder av smelte, dødvinkel og portflens.
c. Elimineringen av gass er ikke jevn, slik at smeltehastigheten i hvert hulrom er forskjellig, derfor er det lett å danne strømningsmerker og fusjonsmerker, og redusere de mekaniske egenskapene til plastdeler
d. På grunn av gasshindringen i hulrommet, vil fyllingshastigheten bli redusert, støpesyklusen vil bli påvirket, og produksjonseffektiviteten vil bli redusert
Løsning for ventilasjonshull:
Åpne eksosspor, fingerbøl eksos, sett inn eksos, sett inn eksos.
Kontaktperson
Hot Tags: Plasthøyttalerboksskallform, Kina, Tilpasset, Kvalitet, Mote, Ny Stil, Hot Selling, Populær, Billig, Kjøp, Siste Selger, Engros, Nyeste, Lavpris, Fabrikk, Laget i Kina, Pris, Produsenter, Leverandører, OEM, ODM, levering til rett tid, gratis prøve
Produkttag
Send forespørsel
Gi gjerne din forespørsel i skjemaet nedenfor. Vi svarer deg innen 24 timer.










X
Vi bruker informasjonskapsler for å gi deg en bedre nettleseropplevelse, analysere nettstedstrafikk og tilpasse innhold. Ved å bruke denne siden godtar du vår bruk av informasjonskapsler.
Personvernerklæring