 English
English Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик


Produkter
- Stor husholdningsform
- Små husholdningsapparater Mold
- Plast husholdningsdeler Mold
- Form for medisinsk utstyr av plast
- Plast Kontorfasiliteter Mold
- Plast bildeler Mold
- Plast motorsykkel deler mold
- Dyreprodukter Mold
- Stol plastform
- Plast industrielle deler Mold
- Injeksjonsform for plastkasse
- Plast Kid Products Mold
- Plast tynnvegg form
- PET Preform Og Cap Mold
- Plast rørkoblingsform
- Plastprodukter
- Andre former







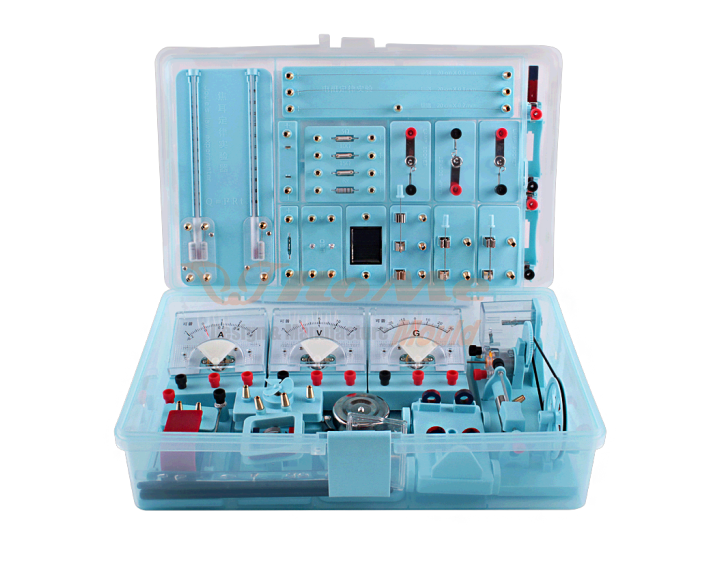
Bruksboks for barn i plast
Som den profesjonelle produksjonen ønsker vi å gi deg høykvalitets boks for barnestudier i plast. Og vi vil tilby deg den beste ettersalgsservicen og rettidig levering. Vi er en profesjonell produsent av Kina Plastic Children Study Use Box, hvis du vil vite mer, kan du kontakte oss.
Hongmei er en plastinjeksjonsstøpefabrikk, og vi kan produsere alle typer bokser, for eksempel industriverktøykasse, fiskeboks, førstehjelpsboks, kjøleboks og annen husholdningsboks.
Hongmei er en plastinjeksjonsstøpefabrikk, og vi kan produsere alle typer bokser, for eksempel industriverktøykasse, fiskeboks, førstehjelpsboks, kjøleboks og annen husholdningsboks.
Send forespørsel
produktbeskrivelse
Som den profesjonelle produksjonen ønsker vi å gi deg høykvalitets boks for bruk av plast for barn. Og vi vil tilby deg den beste ettersalgsservicen og rettidig levering.
Plast Barn Studer Bruk Box Mold Detail
Form Stål: H13
Delstørrelse: 330*330*390mm
Formstørrelse: 660*660*580mm
Injeksjonssystem: Injeksjonsstift
Løper: Kaldløper
Injeksjonstid: 30s
Polsk: Kornet skinn
Leveringstid: 40 dager
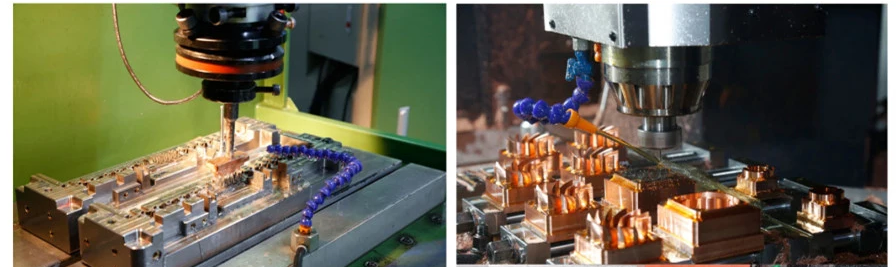
Hvordan få plastbarn til å studere bruksboks
For det første bør stålmaterialet velges for formhulrommet og formkjernehulrommet. I tillegg må stålmaterialet med høy hardhet brukes som formbase, og deretter bør de passende formstandarddelene velges. Det gode fyllesystemet for plastmaterialer krever spesiell assistanse for varmeløpersystemet. Støpe og sikre det beste kjølesystemet
God formstrukturdesign er premisset for en kvalifisert formproduksjon. Selskapets formdesignere og stylister har mer enn 13 års profesjonell formdesign- og produksjonserfaring, og kan analysere alle aspekter av formstruktur og produktstruktur (inkludert: moldflowanalyse). , formfrigjøringshelling, produktoverflatemikrokosmos, design av støpesystem, design av eksosanlegg, design av kjølesystem, etc.) De viktigste og vanskeligste problemene med disse formene er gjentatte tester ved utforming av formstrukturen.

De viktigste trinnene i muggtesting
1. Sjekk om plastmaterialet i fatet er riktig og stek etter behov.
2. Materialrøret bør rengjøres grundig for å forhindre at det dårlige limet eller blandingen kommer inn i formen, da det dårlige limet og blandingen vil tette til formen. Sjekk temperaturen på materialrøret og formen for å se om det er egnet for materialet.
3, juster trykket og injeksjonen for å produsere et tilfredsstillende produktutseende, men kan ikke kjøre flash, spesielt hulrommet og noen ferdige produkter er ikke helt frosset, bør vurdere en rekke kontrollforhold før justeringen, fordi formen fylles rate endringer litt, vil føre til store endringer.
4. Å vente tålmodig på at maskinen og formen skal være i stabil tilstand kan ta mer enn 30 minutter, selv for mellomstore maskiner. Bruk denne tiden til å se hva som kan gå galt med sluttproduktet.
5. Fremføringstiden til skruen bør ikke være mindre enn størkningstiden til plasten på porten, ellers vil vekten av det ferdige produktet reduseres og ytelsen til det ferdige produktet vil bli ødelagt. Når formen varmes opp, forlenges fremføringstiden for skruen for å komprimere det ferdige produktet.

6. Juster og reduser hele behandlingssyklusen rimelig.
7. Den nye stabile tilstanden tar minst 30 minutter og produserer deretter kontinuerlig minst 12 fullformede produkter, på den mest dato, mengde og individuell posisjon, i henhold til hulrommet, stabiliteten til inspeksjonsoperasjonen og rimelig kontroll av utgangstoleranse.
8. Mål og noter de viktige dimensjonene til den kontinuerlige prøven (etter avkjøling til romtemperatur).
Hvordan unngå sprøytestøpingssvikt?
Blant de fem grunnleggende formene for muggsvikt er det mer sannsynlig at termisk utmattingssvikt oppstår på varmbearbeidede støpeformer med store temperaturforskjeller mellom varme og kalde muggformer, mens andre fire forskjellige former kan forekomme på alle typer muggsopp. Det er ofte nære koblinger mellom ulike former for svikt og tilrettelegging mellom interaksjoner.
Noen rillemerker forårsaket av slitasje er ofte utsatt for ulike fenomener som tretthetssprekker og termiske tretthetssprekker, og hvis noen dype og skarpe riller er seg selv, kan de bli sprekkpunktet for engangsbrudd. Etter at tretthetssprekker og termiske tretthetssprekker vises på overflaten av delen, vil overflatekvaliteten bli alvorlig forringet, og fenomenet slitasje vil bli intensivert. Spissen av sprekken vil forårsake ulike spenningskonsentrasjoner og vil bli en vanlig kilde til brudd.
Selv om slitasjen på formen vil føre til svikt i viktige deler av formen, kan formen under normale normale arbeidsforhold fungere stabilt og effektivt i lang tid før slitasjen svikter. Faktisk er den effektive levetiden til formene vi snakker om mest bestemt av slitasjesvikten. For disse formene refererer slitasjesvikten til plastformer til deres normale ytelsestap, og den effektive slitetiden er grunnlaget for å bestemme den forventede levetiden til formen.
Den effektive levetiden til noen kraftige former som for eksempel kalde ekstruderingsformer bestemmes hovedsakelig av utmattelsessvikt. Den effektive levetiden til noen former med stor temperaturforskjell mellom kulde og varme, for eksempel støpeformer, bestemmes hovedsakelig av termisk tretthetssvikt. Former har generelt en lang effektiv levetid før utmatting og termisk utmattingssvikt, men vi ser dem fortsatt rutinemessig som tidlige feil i formen. Hvis det er et problem med kvaliteten på formen, eller hvis formen feilsøkes eller brukes feil, kan plastisk deformasjon og produktfeil oppstå på forskjellige stadier av bruken av formen, og når det først oppstår, vil konsekvensene sannsynligvis være fatale for formen. De er også hovedformen for svikt i de tidlige stadiene av muggdannelse.
Hvordan sikre og forbedre levetiden til sprøytestøpeformer, på den ene siden, gjennom ulike måter å sikre og forbedre slitestyrken til viktige deler av formen så mye som mulig, slik at formen har tilstrekkelig hardhet til å forhindre slitasje og redusere slitasje. levetid, på den annen side Det må iverksettes ulike tiltak for å forhindre tidlig svikt i ulike deler av formen, og for å sikre at formen kan fungere trygt og stabilt i den effektive levetiden.
Muggbesparende &. Polering
Muggbesparende polering er prosessen med å slipe overflaten av formkjernen og formkjernen med slipende materialer som oljestein, sandpapir osv. Hensikten er å fjerne brannmønstrene og knivlinjene til formen tidlig bearbeiding, og å gjøre plastprodukter lett å fjerne fra formen under injeksjon og gjør at overflaten på formkjernen når den nødvendige glattheten til plastproduktet.
Muggbesparende polering er generelt delt inn i brede og snevre sanser i bransjen.
Den snevre betydningen refererer vanligvis til de slipende materialene som brukes er sandpapir og bryne. Den polerte overflaten av formen er generelt glatt, og den vil ikke ha høy finish og speiloverflate, som er den tidlige slipeprosessen i den muggbesparende poleringsprosessen. Glattheten oppnådd ved sliping er delt fra lav til høy: B3.B2.B1, det tilsvarende sandpapirnummeret er: 400, 800, 1200.
Generaliseringen av muggbesparende polering inkluderer generelt også prosedyrer for muggpolering.
De slipende materialene som brukes til formpolering er vanligvis: ullhjul, filtark, foliepapir, diamantslipepasta. Formpoleringsutstyret som brukes er vanligvis en pneumatisk eller elektrisk ultralydformpoleringsmaskin. Overflaten som nås av formpoleringen er en speiloverflate, og formpoleringsprosessen kalles også speilpolering.
Speiloverflaten polert av formen er delt inn i A2 / A1 / A0 fra lav til høy. Produktene som tilsvarer finishen er vanligvis:
A2: Konvensjonelle husholdningsapparater som hårfønere,
A1: Høyglanset mobiltelefonskall, billampeform
A0: Apple-mobiltilbehør som ladere, gjennomsiktige linser
Hvilken mold laget av HongMei?
Stolform: inkludert vanlig PP-stol, PC-stol, rottingstol, også med strandstol, stol med/uten hånd, bussstol osv. Vi kan kontrollere gassassistanseteknologien under formfremstilling; vi hjelper kunden med å løse problemet med stolstabling; vi kan finne løsning for å realisere bytte av innsats på injeksjonsmaskin.
Bordform: under design vil vi vurdere å lage antideformasjonsstrukturen for å unngå deformasjon etter injeksjon.
Kurvform: Vi har et sett moden teknologi for plastkurvform, inkludert fruktkurvform, grønnsakskurvform, handlekurvform, skittentøyskurvform, avløpskurvform, sammenleggbar fruktkurver, håndholdt kurvform av plast og så videre.
Lagringsbeholderform: enkeltbeholderform, komplett sett med oppbevaringsskap, gjennomsiktig beholderform, tynnvegget beholderform.
Kitchen Ware Mould: inkludert bestikkform, tallerkenstativform, plastskjærebrettform, plast grønnsakskurvform, avløps- og kurvform, vannskjeform, plastfatform, servantform, isgitterform, skrellerformen, flaskeåpnerform og så videre.
Husholdningsform: inkludert luftkondisjoneringsform, TV-form, vaskemaskinform, håndtørkerform, vifteform, batteridekselform, etc.
Bildelstøpeform: automatisk støtfangerform, autogitterform, automatisk interiørform, autolampeform, autodørform, etc.
Plastform inkluderer liten og stor form, enkel struktur og kompleks strukturform, enkeltdelform og monteringsdelform, ugjennomsiktig del og gjennomsiktig delform, vi kan gi kundene den rimelige og profesjonelle løsningen av mugg for å få vinn-vinn.
Hongmei Mold kan også lage aluminiumsstøpeform, SMC/BMC-form, etc.
Kontakt meg
Hot Tags: Plastic Children Study Use Box, Kina, Tilpasset, Kvalitet, Mote, Ny Stil, Hot Selger, Populær, Billig, Kjøp, Siste Selger, Engros, Nyeste, Lavpris, Fabrikk, Laget i Kina, Pris, Produsenter, Leverandører, OEM, ODM, levering til rett tid, gratis prøve
Send forespørsel
Gi gjerne din forespørsel i skjemaet nedenfor. Vi svarer deg innen 24 timer.










X
Vi bruker informasjonskapsler for å gi deg en bedre nettleseropplevelse, analysere nettstedstrafikk og tilpasse innhold. Ved å bruke denne siden godtar du vår bruk av informasjonskapsler.
Personvernerklæring