 English
English Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик


Hvordan lage en palleform i plast
1) Portdesign
Plastpall er tung og stor som kan forårsake problemer når den fylles. Flerpunktsport må analyseres for ikke å danne noen defekter eller sveiselinjer, noe som vil påvirke styrkenivået betraktelig i tillegg til å unngå problemer med overvekt under transport bare fordi det er for mange sømmer som føyer sammen noen stykker på grunn av en feil innrettingsprosess gått galt i det minste i henhold til hvordan ingeniører ser at disse tingene skjer noen ganger!
Integrert bruk av varme løpere vil redusere risikoen for materiallekkasje.
Og før design vil vi ha muggflytanalyse for å forhåndsvise og unngå problemene som vil oppstå ved produksjon av injeksjon.
2) Innsatser og vannvei
Bevegelige og faste former kan utformes med innsatser som krever høy presisjon. De gjør utformingen av disse funksjonene mer komplisert, i tillegg til at de krever en flyt gjennom hver seksjon for å forhindre forskyvning forårsaket av varmeutvidelse eller sammentrekning under bruk – ikke bare langs lengden, men også i rette vinkler! Å gjøre dette effektivt betyr å ha smart gjennomtenkte kjølearrangementer, slik at det ikke er noen hot spots som kan forårsake ytterligere skade hvis de ikke kontrolleres over tid; pluss gode posisjoneringsferdigheter når du setter hver enkelt brikke på plass

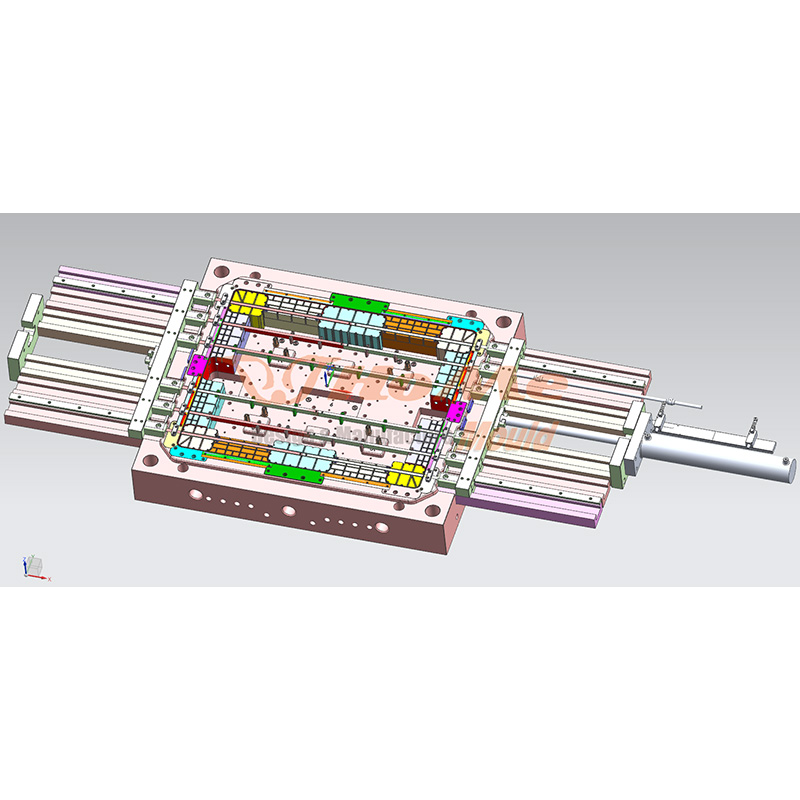
3) Palleformutkastingsdesign
På grunn av produktstrukturen krever palleformer ofte et stort antall utkasterstifter for utstøting.
I utkastingsposisjonen må vi velge et sted med god strukturell støtte et tilstrekkelig antall, og velge høykvalitets pinner.
Pinnen skal passe jevnt med innsatsen.
Når ejektorplaten er slått ut, er det viktig å koble så mange stenger fra plastmaskinen slik at du kan få en jevn kraft og redusere eventuell deformasjon.
3- Valg av palleform stål
Stålhardhet, seighet og prosesseringskostnader må tas i betraktning når du velger formstål.
Sørg for at stålet vi bestilte er riktig før du starter en produksjonsprosess. 3 vanligste typer stål i denne kategorien inkluderer P20, 718 og Becu etc.; det er forskjellige egenskaper som påvirker hvor lang tid det vil ta før de ruster eller faller fra hverandre under normale forhold, avhengig av hva som brukes som beskyttelse mot fuktighet – enten de er eksponert utvendig som trerammer med maling påført over toppen, så det er ingen tvil om det historie, hvis noen vil ha noe sterkere som rustfritt stål da.
4-Krav til prosesseringsutstyr
Kvalitetskontrollprosess for palleform starter med skjære- og slipemaskiner, som skaper det ferdige produktet. Deretter kommer inspeksjon av CMM for å sikre at den oppfyller alle krav før den forlater fabrikkgulvet vårt.
Injeksjonsstøping av plast kan gjøres digitalt eller på eldre analoge systemer som I beam. Støpestøpeformer brukes fortsatt i noen tilfeller der hastigheten ikke nødvendigvis er kritisk fordi det er god tid under produksjonen når disse typene ikke har noen annen bruk; de bare sitter og venter tålmodig til neste bruksdato kommer!
5-Erfaring med palleform
I tillegg til de høye kravene til formdesign, stålvalg og prosessutstyr, er også palleformer kritiske.
Fordi palleformen er veldig stor, vil produksjonssyklusen være lang, kravene til prosessutstyr er også veldig høye, for å forkorte produksjonssyklusen bruker vi blokktypen skjøteproduksjon, delt inn i mange små biter, slik at vi kan bruke mer enn en lite utstyr for behandling på samme tid, forkorte halvparten av produksjonssyklusen, selv om det er feil i prosessen, kan vi også justere og spare kostnader.
Det er mange armeringsstenger på pallen, disse stengene kan gjøre pallen mer solid, samtidig er det høyere krav til formfremstillingsprosessen for utløsningshellingen, forskjellige deler, utløserhellingen er forskjellig, velg vanligvis i 1-1,5 grader utløserhelling.
Vi har mange års erfaring med å lage palleformer, så mange palleleverandører kommer for å tilpasse former, vi har levert mange høykvalitets palleformer til dem.
Hvis du har noen forespørsel i plastpallform, kontakt oss gjerne!

Send forespørsel




X
Vi bruker informasjonskapsler for å gi deg en bedre nettleseropplevelse, analysere nettstedstrafikk og tilpasse innhold. Ved å bruke denne siden godtar du vår bruk av informasjonskapsler.
Personvernerklæring