 English
English Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик


Autocar Tank Radiator Injection Mold
Autocar Tank Radiator Injection Mold
Muggbeskrivelse
Stålform: P20
Formhulrom: Enkelt eller flere
Produktmateriale: PA66+GF30%
Injeksjonssystem: Kaldløper
Utkastingstype: Utkasterstift
Syklustid: 50S
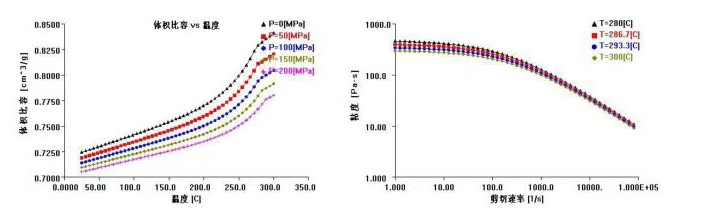
Hvorfor velge tankradiatormateriale PA66+GF30%?
Med utviklingen av bil lettvekt, i praksis, øvre og nedre tank radiatorer avAutocar Tank Radiator Injection Molderstattes av ingeniørplast i stedet for kobber, vanligvis ved å bruke nylon 66 for å legge til glassfibermateriale. PA66 har god motstand mot høy temperatur og korrosjon, slik at vannkammerdelene er intakte og ikke bøyd. De øvre og nedre tankbilene er erstattet av ingeniørplast i stedet for kobber, vanligvis ved bruk av nylon 66 for å tilsette glassfibermateriale. PA66 har god motstand mot høy temperatur og korrosjon, slik at vannkammerdelene er intakte og ikke bøyd. Samtidig har den god duktilitet og vakre tankradiatordeler.
Struktur av tankradiatorform
Bestemmelsen av formstrukturen bør ta hensyn til formsystemet og faktisk produksjonssituasjon. FordiAutocar Tank Radiator Injection MoldProduktene er side-kjerne-trekkende struktur, slik at bruken av en mold et hulrom mold struktur, gate ved hjelp av test gate. Auto tank radiator er lange rette stykker, når satt porten lange rette stykker i midten av delene, vil plast vises i prosessen med å fylle smeltede molekyler og fiber orientering, produkt forskjellig orientering til knekking oppstår, og parallelt med retningen og vinkelrett til strømmen vil ha en tendens til spenningssprekker, fordi vinkelrett på strømmen av lav styrke, mer utsatt for spenningssprekker. Så formdesigningeniørene hos Hongmei bestemte seg for å plassere porten i den ene enden av produktet.
Produktdesigninspeksjon:
Uansett hvilket produktdesign laget av HONGMEI MOLD eller tilbys av kunder, foretar vi alltid allsidige analyser og inspeksjoner, for eksempel gjennomførbarhet av plaststøpeprosesser, struktur og bevegelsesmuligheter for plastformer, alle relaterte plastkomponenter som matcher situasjonen, osv. Det kan unngå plastformer endring, skrap og annet unødvendig reparasjonsarbeid av plastformer, som er forårsaket av produktdesignfeil. Vi tror at 10 minutter til vi bruker på design, en måned kan reduseres i produksjonen.
Med presis analyse, som forutser rasjonalitetsanalyse for design av plastformer, beste prosesseringsanalyse og strukturapplikasjoner for plastformer, tilbyr den de mest profesjonelle løsningene med den best egnede plastformens ytelse og tekniske spesifikasjoner etter kundens behov.
Inspeksjonen dekker mange aspekter, for eksempel Plastic Molds intensitet, mold-flow analyse, Plastic Molds utstøting, kjølesystem, rasjonalitet av styresystem, anvendelse av Plastic Molds reservedelers spesifikasjoner, kundenes maskinvalg og spesielle krav søknad, etc. Alle av disse bør inspiseres i henhold til HONGMEI MOLD Plastic Molds designstandard.
Inspeksjon av stålinnkjøp:
Det er streng inspeksjonsprosess og tidskontroll av innkjøp av reservedeler, delenes standardisering, størrelsespresisjon, hardheten til plastformmateriale og materialfeildeteksjon og så videre.
Muggproduksjon er ikke bare formdesign, CNC-behandling og montering. Et godt muggfirma bekymrer seg ikke bare for dette, de vil være mer oppmerksom på detaljene som muggflyt, muggstørrelsessjekk, mugg-CNC-presisjon, vannkanalsjekk og muggpoleringsgrad.

Inspeksjonsutstyr
1. skyvelære
2. Multimeter
3. Hardometer
4. Målebånd
5. Mikrometer skyvelære
6. CMM maskin
Standarder for utseendeinspeksjon
1. Størrelsen på formbunnen skal være standard
2. Ryddig og glatt av formbunnens overflate
3. Formstål skal være det samme som kontrakten
Muggstruktur
1. Rimelig muggstruktur
2. Lysbildene må glatte og trenger varmebehandling, det er et oljespor på lysbildet
3. Løfter, innsetting og injeksjonsstift, bøssing skal fungere jevnt.
Kjølesystem
1. Rimelig syklus kjølesystem
2. Glatt vannkanal, ingen lekkasje vann og luft
3. Grensesnittstørrelsen til vannkanalen skal være den samme som tegningen
Injeksjonssystem
1. Lokaliseringsringen skal passe til injeksjonsmaskinen, hovedløpestørrelsen og hellingen skal være utformet rimelig
2. Fôringsmetode og grenløper bør være i rimelig posisjon, porten er lett å falle av
3. Parting Line design rimelig
4. Noe formmerket dato for dag/måned/år eller materiale eller logo
5. Injeksjonsstiften skal være designegnet
Send forespørsel




X
Vi bruker informasjonskapsler for å gi deg en bedre nettleseropplevelse, analysere nettstedstrafikk og tilpasse innhold. Ved å bruke denne siden godtar du vår bruk av informasjonskapsler.
Personvernerklæring