 English
English Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी  Srpski језик
Srpski језик


Plast Injection Molding Prosess verktøy molding trinn
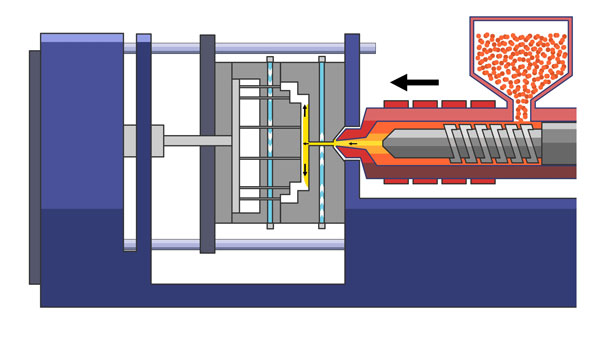
Plastsprøytestøping krever tre hovedkomponenter - en sprøytestøpemaskin, en form og råplastmateriale. Former for plastinjeksjon består av høyfaste aluminium- og stålkomponenter som er maskinert for å fungere i to halvdeler. Formhalvdelene kommer sammen inne i formemaskinen for å danne din egendefinerte plastdel.

Maskinen sprøyter smeltet plast inn i formen, hvor den stivner for å bli sluttproduktet. Sprøytestøpeprosessen er faktisk en kompleks prosess med mange variabler av hastighet, tid, temperaturer og trykk. Den komplette prosesssyklusen for å lage hver egendefinert del kan variere fra ikke mer enn noen få sekunder til flere minutter. Nedenfor gir vi deg en veldig kort forklaring på fire trinn i støpeprosessen.
TRINN 1
Klemming
Før plasten sprøytes inn i formen, lukker maskinen de to halvdelene av sprøyteformen med enorme krefter som hindrer formen i å åpne seg under plastinjeksjonstrinnet i prosessen.
STEG 2
Injeksjon
Råplast, vanligvis i form av små pellets, mates inn i sprøytestøpemaskinen ved matesoneområdet til en frem- og tilbakegående skrue. Plastmaterialet varmes opp ved temperatur og kompresjon når skruen transporterer plastpelletene gjennom oppvarmede soner i maskintønnen. Mengden smeltet plast som transporteres til fronten av skruen er en strengt kontrollert dosering fordi det vil være mengden plast som blir den siste delen etter injeksjon. Når den riktige dosen av smeltet plast når fronten av skruen og formen er helt fastklemt, sprøyter maskinen den inn i formen, og skyver den inn i endepunktene av formhulen under høyt trykk.
TRINN 3
Avkjøling
Så snart den smeltede plasten kommer i kontakt med de indre formoverflatene, begynner den å avkjøles. Avkjølingsprosessen størkner formen og stivheten til den nystøpte plastdelen. Kravene til kjølingstid for hver støpt plastdel avhenger av plastens termodynamiske egenskaper, delens veggtykkelse og dimensjonskravene til den ferdige delen.
TRINN 4
Utstøting
Etter at delen er avkjølt inne i formen og skruen har klargjort en ny plastikk for neste del, vil maskinen løsne og åpne plastinjeksjonsformen. Maskinen er utstyrt med mekaniske anordninger som fungerer med mekaniske funksjoner designet i plastsprøyteformen for å løse ut delen. Den tilpassede støpte delen skyves ut av formen i løpet av dette stadiet, og når den nye delen er fullstendig kastet ut, er formen klar til bruk på neste del.
Mange plaststøpte deler er fullstendig ferdigstilt etter at de er kastet ut av formen og rett og slett faller ned i den endelige kartongen for å bli sendt inn, og andre plastdeldesign krever etteroperasjoner etter at de er sprøytestøpt. Hvert tilpasset sprøytestøpeprosjekt er annerledes!
Hvis du har spørsmål eller forespørsler, kontakt oss gjerne!
Whatsapp/Mob:+8613396922066
E-post: quotation@hmmouldplast.com
Send forespørsel




X
Vi bruker informasjonskapsler for å gi deg en bedre nettleseropplevelse, analysere nettstedstrafikk og tilpasse innhold. Ved å bruke denne siden godtar du vår bruk av informasjonskapsler.
Personvernerklæring